|
机器视觉伴随计算机技术、现场总线技术的发展,技术日臻成熟,已是现代加工制造业不可或缺的产品,广泛应用于食品、化妆品、制药、金属加工、电子制造、印包装、汽车制造等行业。在现代工业自动化生产中,涉及到各种各样的检查、测量,比如印刷电路板的视觉检查、容器容积或杂质检测、机械零件的自动识别分类和几何尺寸测量、产品包装上的条码和字符识别等。通常这种带有高度重复性和智能性的工作只能靠人工检测来完成,在给工厂增加巨大的人工成本和管理成本的同时,仍然不能保证100%的检验合格率。如微小尺寸,形状匹配,颜色辨识等,人眼根本无法连续稳定地进行精确快速的测量,从而引入了机器视觉技术。
“机器视觉”,即采用机器代替人眼来做测量和判断。机器视觉技术检测系统多是先利用高清晰度、高速的图像摄取装置(分CMOS和CCD两种)拍摄目标物体图像,将被摄取目标图像的像素分布和亮度、颜色等信息转换成图像的数字化信号;图像系统对这些信号进行各种运算,来抽取目标的特征,如:形状、面积、长度、数量、位置等;然后参照预设的某些标准,将两者进行对比;最后根据容许度和其他条件输出结果,如:尺寸、角度、偏移量、个数、合格/不合格、有/无等,来控制现场的设备动作。
机器视觉技术最大的特点是速度快、信息量大、功能多。利用机器视觉进行检测不仅可以排除人的主观因素的干扰,而且还能够对这些指标进行定量描述,避免了因人而异的检测结果,减小了检测分级误差,提高了生产率和分级精度。
已有成功的机器视觉技术的应用系统有基于机器视觉的仪表板总成智能集成测试系统、金属板表面自动探伤系统、大型工件平行度和垂直度测量检测系统、汽车车身检测系统、纸币印刷质量检测系统、智能交通管理系统、金相分析系统、医疗图像分析系统、瓶装啤酒生产流水线检测系统等等。
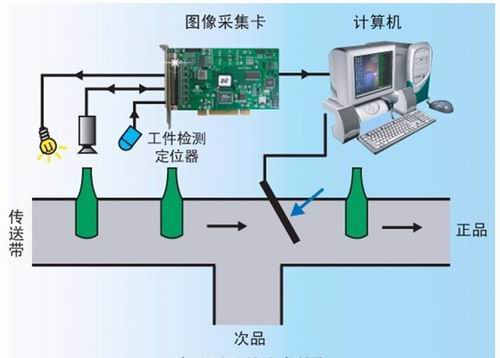
瓶装啤酒生产流水线检测系统
|


